[點晴模切ERP]模切工程設(shè)計中4個必要的基礎(chǔ)環(huán)節(jié)有哪些……
當(dāng)前位置:點晴教程→模切知識交流
→『 模切技術(shù)文檔 』
 :模切工程設(shè)計中4個必要的基礎(chǔ)環(huán)節(jié)有哪些…… :模切工程設(shè)計中4個必要的基礎(chǔ)環(huán)節(jié)有哪些……  在模切生產(chǎn)中,工程師起到一個“橋梁”的作用要考慮生產(chǎn)中的方方面面,具備良好的材料知識,對模切產(chǎn)品有清晰的概念,對模切設(shè)備和刀具也十分的了解。下面我們一起來看看在生產(chǎn)中,模切工程師要考慮哪些因素? 01、材料 選材的標(biāo)準(zhǔn)是市場通用率高,貨源充足,質(zhì)量穩(wěn)定,價格相對便宜的物料,也可選倉庫有大量庫存的物料,或獨有的主材料合作伙伴。模切時要充分考慮到材料的厚度、硬度、易變形度,溢膠程度等,是否適合模切,該怎樣模切等問題。 材料的利用率要盡量的最大化,是在工藝可行性的基礎(chǔ)上,選擇或裁剪合適的來料寬度,選擇合適的產(chǎn)品間距和跳距。對材料寬度的把握,設(shè)定來料寬度是依據(jù)現(xiàn)有設(shè)備的能力,產(chǎn)品的尺寸,刀具的成本,調(diào)刀的時間,工藝的難易,生產(chǎn)量的大小來綜合考慮的。 如我們模切的產(chǎn)品寬度是 20mm, 形狀簡單,生產(chǎn)量適中,我們一般會選擇平刀機,開 6 * 1 左右的模,寬度設(shè)為 135mm ,現(xiàn)有設(shè)備的寬度能力基本都在 150mm 以上,可以滿足要求。如果來料的寬度不能指定,我們開模時需要把此因素考慮進(jìn)去,認(rèn)真計算核對是把材料的利用率最大化。
02‘、產(chǎn)品的形狀結(jié)構(gòu)和料帶排布圖 在滿足客戶的使用要求時,要盡量適合模切加工,有些產(chǎn)品設(shè)計時曲線過于繁瑣,難以成形,或有微孔,小細(xì)條或細(xì)縫等難以加工或難以保證精度,不具有量產(chǎn)性,一定要盡早提出,給出修改意見。 模切產(chǎn)品的排廢工作非常重要,直接關(guān)系到產(chǎn)品質(zhì)量和工時成本,排廢追求的原則是速度快,質(zhì)量好,能自動排廢就不用手工。自動排廢的特點是速度快,效率高,多刀工藝用自動排廢優(yōu)勢非常明顯,邊模切邊排廢,降低因再度粘連而造成的廢料難排,有一些粘性很強的膠還必須用滾刀排廢。 手工排廢的特點是比較靈活,可處理一些復(fù)雜難排廢的產(chǎn)品,但效率較慢。常用熱熔膠的窗口膠,產(chǎn)品彎折形狀比較多,且有些位置膠塊的面積非常小,自動排廢很難,用手工才行,還有無基材的膠,換自帶離型紙容易產(chǎn)生不良,若不能更換離型紙則意味著很多時候采用不了自動排廢,需要用手工。 影響排廢的因素有很多,主要有材料的性能,產(chǎn)品形狀和結(jié)構(gòu),產(chǎn)品的排布,工藝等構(gòu)成。卜面分別舉例說明材料性能的影響:膠帶的粘性和流動性,材料的硬度和厚度等。 03、設(shè)備和刀具 根據(jù)產(chǎn)品的特點和生產(chǎn)量的大小,選擇合適的設(shè)備和刀具,目的是充分發(fā)揮設(shè)備的效益,要兼顧刀具的使用壽命和成本,調(diào)試的難度和效率等。 從整個工藝流程上講, 也要考慮到刀具的因素。設(shè)計樣品時,注意產(chǎn)品尺寸的修正,某些產(chǎn)品材料韌性較大,易變形。注意開刀時加入修正系數(shù),需要修正的情況主要有兩種:①材料仲縮性強,機器拉壓下,材料延伸,模切后材料回彈收縮,導(dǎo)致尺寸產(chǎn)生偏差,主要產(chǎn)生在保護(hù)膜產(chǎn)品。②材料較厚,模切后產(chǎn)生微量的漲幅,導(dǎo)致尺寸產(chǎn)生偏差。 刀具設(shè)計,模數(shù)多。 優(yōu)點:生產(chǎn)速度快,效率高一 缺點: 價格高;調(diào)機時間長;制造時間長;尺寸 NG 的機率大(不是絕對)
04、工藝 要簡單合理,穩(wěn)定性高,材料利用率高,排廢難度要小。特別是多層復(fù)雜的產(chǎn)品,模切和排廢的工藝很重要,如果掌握不好,很有可能做不出產(chǎn)品或造成浪費率及刀具維修率很高。 模切工藝按設(shè)備一般可分為平刀工藝,圓刀工藝,激光工藝,雕刻工藝等。量產(chǎn)中用的平刀和圓刀都屬于成型刀具工藝加工。在加工過程中一般又分為單刀模切工藝和多刀套位模切工藝。
單刀工藝主要用在簡單的產(chǎn)品上,優(yōu)點: 1、效率高,精度高,注意點是有內(nèi)框的產(chǎn)品。單層或多層材料結(jié)構(gòu)形狀一致,沒有內(nèi)框的產(chǎn)品,用簡單的單刀工藝一次成型。 2、有內(nèi)框,但可以切穿排廢或提取排廢的,用單刀工藝比較好。 3、、手柄要求遮膠,但手柄可以位于料帶兩側(cè)的,直接掛遮膠材料在機臺上,產(chǎn)品用一把刀模切。 4、特殊平刀情形的,手柄位要手工排廢的,但雙面膠的基材是紙或薄PET,用單刀工藝即可,連接處的膠用壓痕刀線壓斷,壓痕線比周圍的刀線稍高,節(jié)省工時。
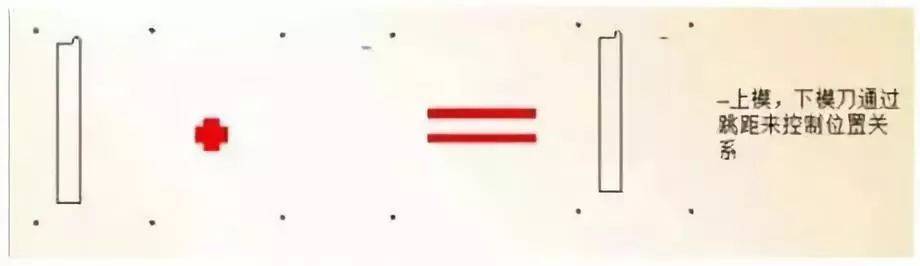
多刀套位模切工藝一般用在單刀不能完成的工藝,結(jié)構(gòu)復(fù)雜的產(chǎn)品。下面我們以基礎(chǔ)的雙刀配合入手為大家簡單講解下排工藝的要點。 如圖所示,通常開刀模時,手柄位置的模切刀線分別切入成品0.1mm和0.5mm左右,以保證銜接。如圖所示常見的對位和上下模刀。
點晴模切ERP通過智能BOM、智能分切、智能算料備料等功能模塊,為生產(chǎn)管理給出相對最優(yōu)的排產(chǎn)計劃,實現(xiàn)一鍵智能排產(chǎn)、提高計劃排產(chǎn)的效率和準(zhǔn)確性,實現(xiàn)提高物料的利用率和交貨時間的精準(zhǔn)性。更精確的進(jìn)、銷、存控制,快速響應(yīng)客戶需求,提高發(fā)貨速度。減少因信息溝通帶來的效率浪費,同時也能保證生產(chǎn)過程中安全有序地進(jìn)行。 全程二維碼標(biāo)簽作業(yè),數(shù)據(jù)自動采集并同步到系統(tǒng)中,無需手工采集數(shù)據(jù),實現(xiàn)無紙化管理。通過移動終端對物料進(jìn)行二維碼掃碼揀貨,可以自動識別所掃物資的條碼與領(lǐng)料單的物資是否一致,一旦識別到異常,系統(tǒng)就會自動報警,且無法正常提交任務(wù),避免了物料錯發(fā)漏發(fā)的問題。 點晴模切ERP系統(tǒng)已經(jīng)積累了18年以上豐富的實踐經(jīng)驗和成功方法。不管售前、售中還是售后,全流程始終站在客戶角度,把客戶需求和服務(wù)節(jié)點無縫連接,用實際行動做到“讓客戶省心、舒心、放心”,為模切企業(yè)提供一整套專屬的ERP管理系統(tǒng)。 點晴模切ERP更多信息:http://moqie.clicksun.cn,聯(lián)系電話:4001861886 該文章在 2023/3/15 17:32:29 編輯過 |
關(guān)鍵字查詢
相關(guān)文章
正在查詢... 的專業(yè)生產(chǎn)管理軟件系統(tǒng),系統(tǒng)成熟度和易用性得到了國內(nèi)大量中小企業(yè)的青睞。")
主要針對港口碼頭集裝箱與散貨日常運作、調(diào)度、堆場、車隊、財務(wù)費用、相關(guān)報表等業(yè)務(wù)管理,結(jié)合碼頭的業(yè)務(wù)特點,圍繞調(diào)度、堆場作業(yè)而開發(fā)的。集技術(shù)的先進(jìn)性、管理的有效性于一體,是物流碼頭及其他港口類企業(yè)的高效ERP管理信息系統(tǒng)。")
提供了貨物產(chǎn)品管理,銷售管理,采購管理,倉儲管理,倉庫管理,保質(zhì)期管理,貨位管理,庫位管理,生產(chǎn)管理,WMS管理系統(tǒng),標(biāo)簽打印,條形碼,二維碼管理,批號管理軟件。")
都免費,不限功能、不限時間、不限用戶的免費OA協(xié)同辦公管理系統(tǒng)。")
|


 400 186 1886
400 186 1886
")