[點晴模切ERP]工廠車間標準工時制作流程
當前位置:點晴教程→點晴ERP企業管理信息系統
→『 生產管理 』
主題:探標準工時制作流程 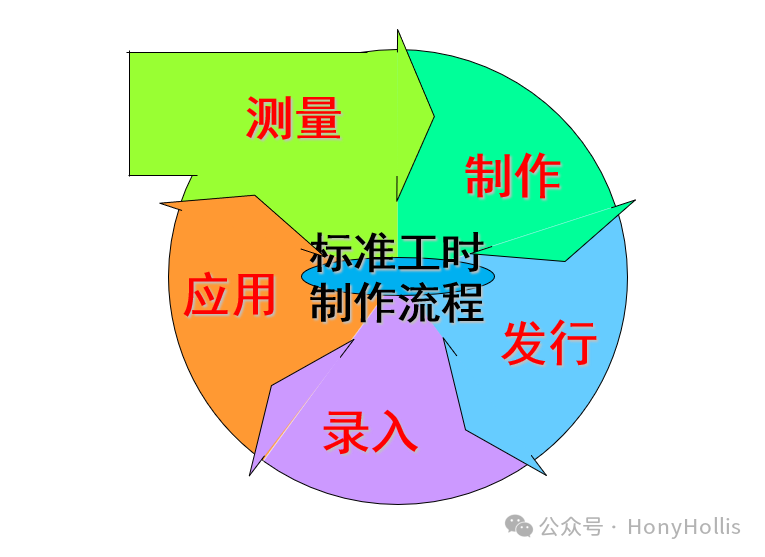 測量
制作
發行
錄入
應用
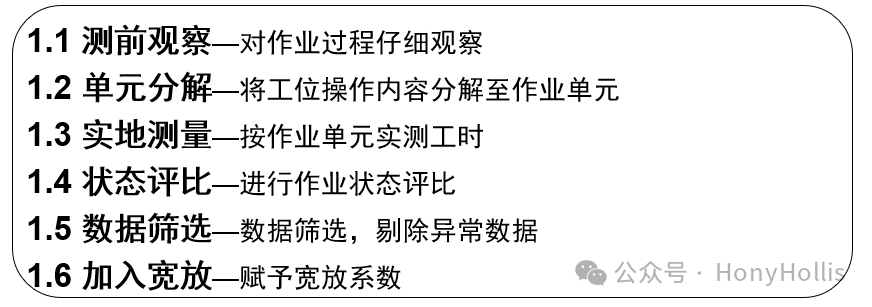
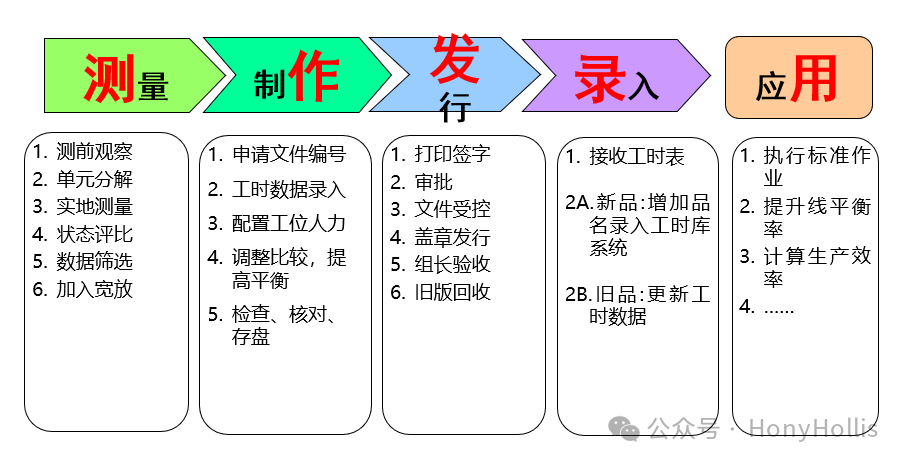 Step1:測量:標準工時制作流程 標準工時制定初期多以秒表法切入,待積累了大量的作業單元數據后進行分析后,再運用綜合數據法制定常用作業的工時標準參數表,以在后期制定標準工時時直接取用,提高制作效率。
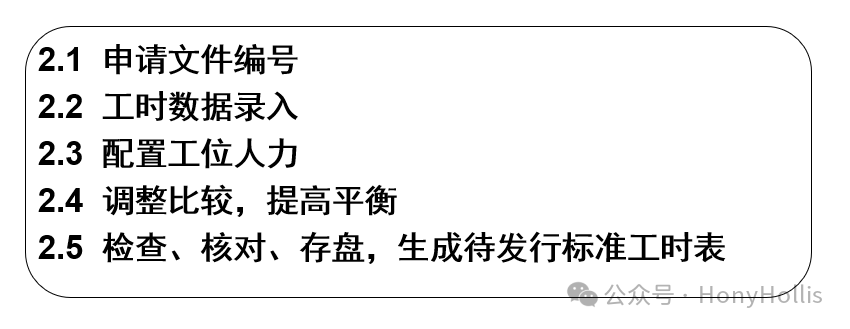
1.1測前觀察—對作業過程仔細觀察 在待測定工時的工位,對作業內容進行仔細觀察,明確作業內容,并在測時表記錄作業工位名稱、作業人數。 1.2單元分解—將工位操作內容分解至作業單元 把工位的作業內容進行分解,分解成多個的獨立的作業單元,并把每一個作業單元的內容記錄于表格。 1.3實地測量—按作業單元實測工時 根據劃分好的工作單元,用秒表測時法測量每一個單元的時間,并把實際測量時間記錄于測時表。并計算加總出單個工位的總作業時間 1.4 狀態評比—進行作業狀態評比 我們的目的是建立一個正常速度下的時間值,對于在測量過程中表現異常的進行評比,給出評比系數,再次根據評比系數計算正常時間。 正常時間=測量時間*評比系數 1.5 數據篩選—數據篩選,剔除異常數據 1.6加入寬放—賦予寬放系數 –對作業人員操作過種中常見影響正常速度的因素進行調整,這些影響因素有私事原因(如上廁所) 、疲勞、不可避免的遲延(如工具損壞) 酌情增加操作內外必要寬放時間,使標準時間訂定合理化。 標準工時=正常時間*(1+寬放系數) –寬放系數可根據企業生產形態綜合制定一個或幾類定值 –即在制定標準工時表時,表上數據均已包含了寬放時間 2、制作 制定工時是在完成實測并加以評比與寬放后制定、生成待發行的標準工時表的過程。
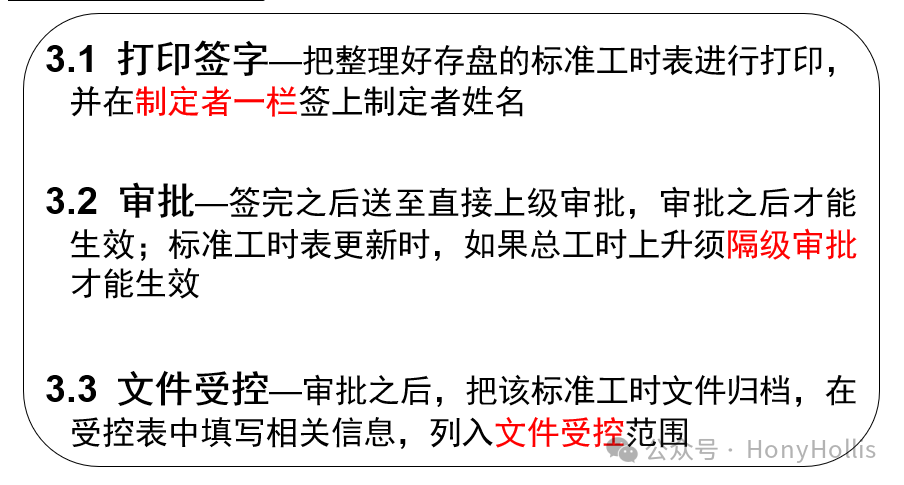
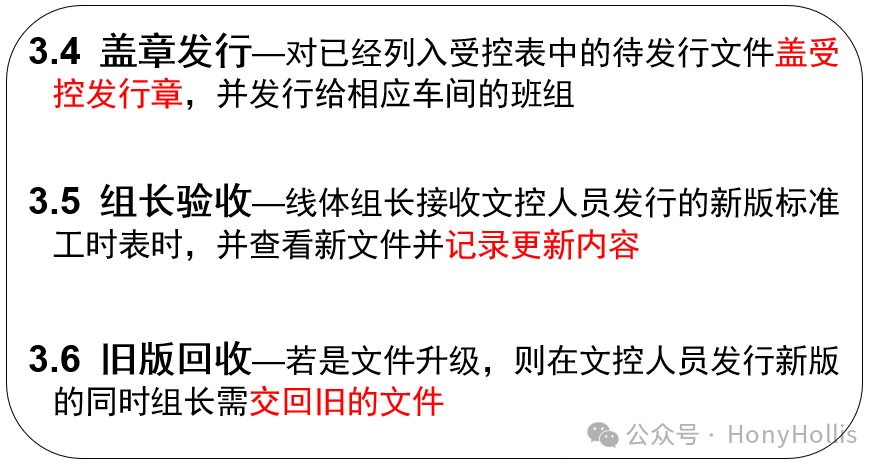
3、發行
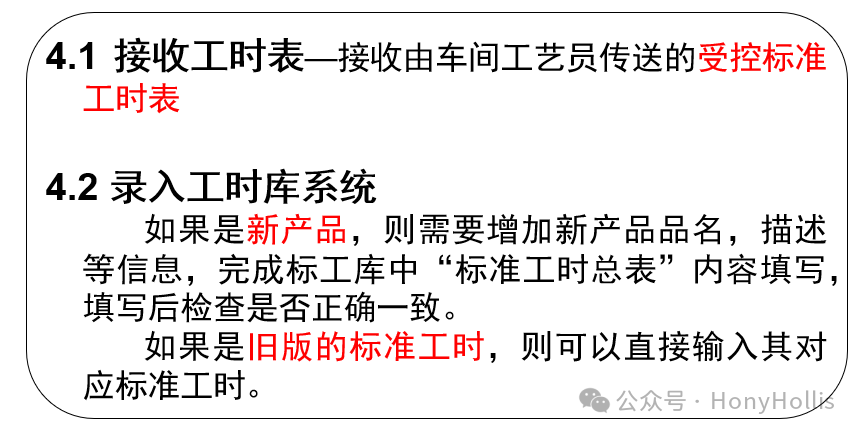
4、錄入
5、應用 Ø比較決定最優作業方法;
點晴模切ERP更多信息:http://moqie.clicksun.cn,聯系電話:4001861886 該文章在 2024/7/23 12:31:37 編輯過 |
關鍵字查詢
相關文章
正在查詢... 



|


 400 186 1886
400 186 1886